| 品牌:MITSUBOSHI/日本三星 |
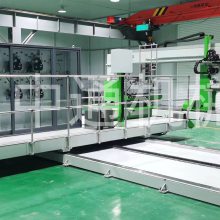
1、六轴九联动设备
(1) 增加E坐标:导丝头水平旋转
包含:伺服电动机系统、中空轴行星减速机系统、数控旋转平台系统、E轴程序数控系统等等。
(2) 增加F坐标:导丝头上下升降。
包含:伺服电动机系统、行星减速机系统、直线导轨系统、高精度升降滚珠丝杠系统、双气缸重力平衡系统、F轴程序数控系统等等。
(3) 增加的设备有共有以下坐标运动空间:即六轴九联动:
***坐标轴:工件的回转中心(X轴),即设备主轴转动为一维;
***坐标轴:小车水平运动为二维(Y轴);
第三坐标轴:伸臂做与工件的回转中心垂直的运动为三维(Z轴);
第四坐标轴:丝嘴做绕伸臂的旋转运动为四维(W轴);
第五坐标轴:导丝头水平旋转运动为五维(E轴);
第六坐标轴:导丝头上下升降运动为六维(F轴)
第七联动:纱架随小车联动
第八联动:胶槽随小车联动
第九联动:胶槽随导丝嘴同时伸缩
2、主轴部分
(1) 主轴传动齿轮全部采用无间隙的减速机,高精度齿轮系统,进行扭力矩的传动;
(2) 采用两个高精度带有高精准刻度盘的德国西门子大功率伺服电动机和无间隙的减速机,对主轴的精度控制,采用微机控制的消隙系统,将主轴的角度旋转误差精度控制<18″
3、小车水平部分
(1) 我公司采用高精度的无间隙的进口的斜齿轮、斜齿条传动。
(2) 小车采用采用高精度带有高精准刻度盘的德国西门子大功率伺服电动机,对小车的精度控制,采用高精度的消隙系统,以消除小车运行过程中的所有误差,将小车的运行重复定位误差精度控制≤0.01mm(1000mm处,水平);
(3) 小车我们采用轻质、高强的合金材料制造而成,***小车在六轴相互制约、相互协调的运行中,不会滞后,跟上程序要求运动的节奏。为了***六轴的协调运行,小车的运行速度控制选在1.5m/s以上。
4、小车伸臂部分
该设备采用六坐标六轴,各轴之间运动必须非常迅速,有1轴滞后,就使整个设备运转不能协调,所以伸臂我们会采用最轻型的、高强的合金材料制成,伸臂速度1.2m/s以上。因为采用最轻型的、高强的合金材料制作,运行再快,也不会产生振动和顿挫感。
5、绕丝嘴旋转部分
绕丝头偏转也要求速度极快,所以为了***旋转快速而平稳,将导丝头旋转系统的材料也采用最轻型的、高强的合金材料制成,把旋转的度数设定为360°旋转,旋转速度为2.5圈/s
6、控制系统及功能
我们采用世界进的六轴缠绕程序和西门子的六轴数控系统配比利时CADWIND程序,除了能缠绕标书上的管道、筒形罐、变径管道、锥形管道缠绕制品外,还可以缠更多的异形体,如圆形截面的轴对称回转几何体缠绕制品(压力容器、瓶体、圆锥体、球体、直管)、非轴对称几何体缠绕制品(矩形截面和椭圆形截面直管、 三类典型截面类型弯管、T 形件等等。我们平时很多缠不了的异形件,均可在该设备上缠绕,而且所缠绕的所有产品搭线精度更高,生产效率更快。
7、浸胶系统
(1)浸胶系统所有的接触纤维部件全部采用轻质、低惯量、高光洁度的材料制成;
(2)所有上面转动的轴承全部采用高精度、无阻力、低惯量的轴承,采取以上两种措施,可以使浸胶系统减少产生多余的惯性距,能使整个张力控制系统达到最小张力控制。
(3)上胶量采用数字控制,使上胶量的精度控制达到0.01mm。
8、电子纤维张力器
所有轴、所有的辊都采用轻质、高强的材料做成,尽量加大所有辊的直径,使其产生的惯性距达到最小;
角度位移传感器在张力变化时,摆臂采用旋转位移,当摆臂旋转角度比较大时,角度位移传感器的角度变化还是很小的,这间接缩小了位移传感器的感应精度,所以这种张力传感器方法在世界上、国内都普遍使用, 是一个成熟的张力控制方式,但通过我们这些年来工程技术员的潜心研究,研究成了高集成全闭环、高精准伺服张力控制系统,该张力控制系统能够完全超越标书的要求,更重要的是,当张力发生变化时,该张力控制系统就会瞬时检测到张力的变化,并瞬时把变化的张力调整到设定的张力。当断纱时,立即发生报警,并拉回断的纱线,并停车,等待工人接好线后重新工作。
全闭环集成数控伺服电动机电子张力碳纤维纱架系统、缠绕机机械张力纱架系统详细介绍:
(1) 通过计算机作为一个控制中心,自动控制每层的张力,当转换层数的时候,整个闭环控制系统全部按照指令瞬间调整张力,达到要求,反应非常灵敏,不像气电伺服系统,气缸运动很长一段距离、角度位移传感器才能检测到搭线的松紧,再调整伺服电动机的张力,反应非常迟钝,控制精度很差,特别缠到两头导丝头伸缩时,误差非常之大,而我们采用的欧姆龙全闭环计算机编程逻辑瞬时控制伺服电机张力控制方法就非常***,分分秒秒都会检测张力的变化,随时调整,快速反应,***张力完全符合工艺的要求。
(2) 当纱线要松弛时,张力会瞬时被拉紧,保持原张力。该张力控制系统整个匀速缠绕过程中40N以下稳定缠绕时张力控制精度为±1N;大于40N稳定缠绕时张力控制精度为<±2.5%。
(3) 每根纱张力在0-100N内可调,但该设备张力全部是计算机控制大小,计算机要求张力多大,就实行多大的张力,以满足各种制品的需要。
(4) 每团纱计算机给定的张力,会因为卷径的变小,张力而不断地增大,张力控制系统随时测到张力的变化,不断地调整张力的变化,使在整个缠绕过程中,一直保持恒张力。
(5) 当缠绕两端导丝头回程时,纱线会松弛,大大影响产品的质量,这时瞬间在程序的控制下,伺服电动机瞬时反转将纱线拉紧,以***电动机程序指挥伺服电机(包括所有的系统)跟进,把松弛的张力瞬间补齐,从而使整个缠绕过程中张力非常恒定,从而***制品的质量。
(6) 断丝时,立即发生报警,并自动停车。
(7) 每层的张力可由计算机自动设定,也可以由人为设计,可以实时更改,控制精度非常高,所以该程序是国际、国内目前非常***的张力程序。
对于外抽纱缠绕,各纱团配置单独的张力传感器和张力自动调节机构,用于实现各纱间的张力均匀控制,纤维丝纱团为双侧或单侧安装;对于内抽纱缠绕,各纱配置单独初张力调定机构,容易保持各纱间的初始张力均匀。
各工位合股纤维配置总张力传感器和总张力调节机构(根据需要配置,分纱存在自动调节机构且调节范围满足使用要求时,一般不配置),安装在浸胶槽和缠绕丝嘴之间,实现总张力的准确检测和必要的总张力自动调节。
张力控制柜采用独立立式柜,控制计算机、张力电源等控制件均装在控制柜内,所有张力控制使用同一控制计算机和控制软件,系统使用操作方便。
? 全闭环计算机编程逻辑瞬时控制伺服电机张力系统功能
1) 实时显示和记录当前缠绕层的张力设定值、实际值及统计参数。
2) 可对控制过程功能进行设置,如控制电机选择及设置、断纱停止张力控制、断纱报警声开关、控制结果数据记录方式设置等。
3) 通过与缠绕主机的通讯,可实现各缠绕层张力设定值的自动切换(即自动跟踪当前缠绕层)、断纱自动停止缠绕和缠绕启动自动张力控制等操作自动化功能。也可用手工进行当前缠绕层张力设定值的自动切换。
4) 可设置控制过程记录数据频度(张力曲线图实时显示),数据显示更新频率等参数并可以停机后随时调取。
5) 可进行各层控制张力的一次设定。
6) 可对传感器进行用户级标定。
7) 可对控制结果数据进行后置处理,包括备份、保存、调入、处理、设定、统计和打印输出等。